
Moulages personnalisés et autres
Vue d'ensemble
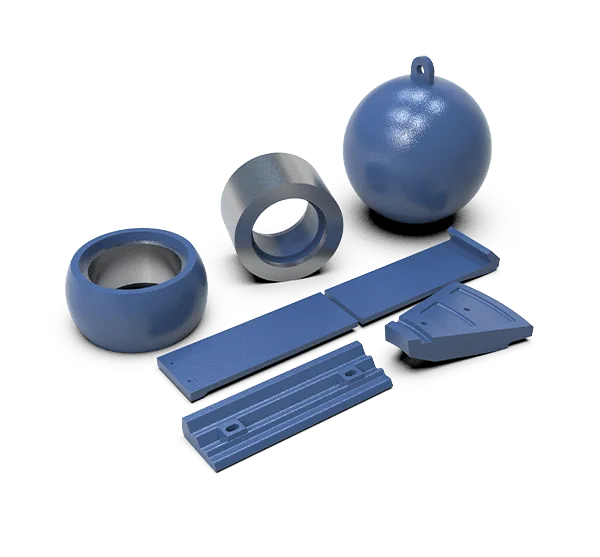
Notre entreprise propose des services complets de fonderie sur mesure, produisant des pièces moulées de précision basées sur les dessins ou échantillons du client. Nous servons des industries telles que la machinerie, l’équipement minier, les pompes et vannes, et la machinerie de construction, livrant des composants qui répondent aux exigences strictes en matière de résistance, de résistance à l’usure et de résistance à la corrosion.
Matériaux
Équivalents de qualité internationaux :
| Qualité chinoise | Norme EN | Norme ASTM / AISI |
|---|---|---|
| ZG35 | EN-GJL-200 | ASTM A48 Classe 20 |
| ZG45 | EN-GJL-250 | ASTM A48 Classe 25 |
| 42CrMo | EN 1.7225 | AISI 4140 |
| Nickel-hard | EN-GJN-HB350 | ASTM A532 Grade III, Classe A |
| Acier au manganèse | JIS S58C | ASTM A128 Grade 300 (Mn13) |
| Haut chrome | EN-GJN-HB600 | ASTM A532 Grade III, Classe B |

Heat Treatment Processes
- Annealing
Heat to 690–720 °C, hold, then furnace-cool to relieve internal stresses and refine grain structure. - Normalizing
Heat to 840–880 °C, air-cool to produce a uniform fine grain and improve overall mechanical properties. - Quenching
Heat to 860–900 °C (austenitizing range), then oil or water quench to develop high hardness and wear resistance. - Tempering
Reheat to 540–620 °C, hold, then air-cool to reduce quench brittleness and restore toughness.
This table is representative; Tycosen’s range of crusher wear parts covers many more specific models and chamber variations.
Subsequent Machining & Surface Treatments
- Machining: Leave machining allowance per drawing tolerances; achieve critical fit and surface finish.
- Non-Destructive Testing (NDT): Ultrasonic, magnetic-particle, or radiographic testing to ensure internal integrity (no cracks or porosity).
- Hardness Testing: Rockwell or Brinell tests to verify heat-treatment results.
- Surface Reinforcement: Shot blasting, sand blasting, painting, or phosphating to enhance fatigue strength and corrosion protection.
Casting Methods
Sand Casting
- Principle: Use natural or synthetic sand bonded with resin or clay in a flask; pour molten metal after mold assembly.
- Advantages: Low cost, flexible for large and complex shapes.
- Limitations: Lower dimensional accuracy and surface finish.
- Applications: Large housings, pump bodies, valve bodies.
Shell Mold Casting
- Principle: Coat sand with a thermosetting resin to form a thin shell (0.5–2 mm), assemble shells to create a mold, then pour.
- Advantages: Excellent surface finish, high accuracy, good mold strength.
- Applications: Medium-to-small complex parts like precision gear housings and brackets.
Lost Foam Casting
- Principle: Create a foam pattern, embed in unbonded sand, then pour metal; foam vaporizes and metal fills the cavity.
- Advantages: Single-step mold creation, ideal for complex internal geometries.
- Limitations: Lower sand recyclability, requires strict gating design.
- Applications: Intricate shapes, thin-wall components.
Investment Casting
- Principle: Produce wax patterns, coat with ceramic slurry and stucco, dewax, then pour metal into the ceramic shell.
- Advantages: Exceptional dimensional accuracy (±0.1 mm) and surface finish.
- Applications: Small, high-precision parts such as impellers, nozzles, and intricate decorative elements.
Resin-Bonded Sand Casting
- Principle: Mix sand with phenolic or isocyanate resin, form mold by vibration or compression, then pour.
- Advantages: High mold strength, good dimensional accuracy, superior finish versus green sand.
- Applications: Medium-batch, high-precision parts like pump bodies, valve covers, components.
Technical Glossary
- Mold Cavity: The hollow space within the mold where molten metal solidifies into the casting shape.
- Gating System: The network of sprues, runners, and risers controlling molten-metal flow and venting.
- Machining Allowance: Extra material left on a casting to permit accurate machining.
- NDT (Non-Destructive Testing): Methods such as ultrasonic, magnetic-particle, and radiographic inspection used to detect internal defects without damaging the part.
- Service Life: The expected operational lifespan of a casting under specified conditions.
Glossaire technique
- CSS (Closed Side Setting) – Écart minimum entre le manteau et la concavité, contrôlant la taille du produit final et le rapport de réduction.
- OSS (Open Side Setting) – Écart maximum du côté ouvert, définissant la plus grande ouverture d’alimentation.
- Taille d’alimentation max. – Plus grande alimentation qu’une chambre peut accepter sans pontage ni usure excessive.
- Excentricité – Amplitude du mouvement de l’arbre principal ; affecte la capacité, la plage CSS/OSS et la forme du produit.
- Angle de pincement – Angle entre les surfaces de broyage ; normalement ≤ 23° pour assurer un flux de matière régulier.
- Bague d’espacement – Entretoise entre la concavité et la coque supérieure pour adapter la taille de la garniture ou réduire le volume de support.
- Bague de torche – Manchon sacrificiel sous le contre-écrou ; coupé pour le retrait du manteau.
- Bague d’usure de tête – Anneau de protection sur la tête sous le manteau, prolongeant la durée de vie de la tête.
- Boulon de cale et bague d’adaptation – Matériel de fixation de la garniture de cuvette ; peut changer lors d’un changement de profil de chambre.
Questions fréquemment posées
- Quelles sont les normes ASTM et où sont-elles principalement appliquées ?
Les normes ASTM, développées par l’American Society for Testing and Materials, comprennent des méthodes d’essai, des spécifications, des pratiques et des directives pour les matériaux, les produits, les systèmes et les services. Elles sont largement utilisées dans l’industrie pour les essais et le contrôle qualité des métaux (aciers au carbone, aciers alliés, aciers inoxydables, fontes, alliages d’aluminium et de cuivre), des récipients sous pression, des tuyauteries, des fixations (boulons, écrous), des joints, des pièces moulées, des pièces forgées et de nombreux autres matériaux et composants d’ingénierie.
- La famille de normes BS EN 1559 concerne les fonderies et les matériaux métalliques.
La série BS EN 1559 définit les conditions générales de livraison des pièces moulées.
- La partie 1 couvre les exigences générales pour toutes les pièces moulées, à l’exception des alliages de cuivre.
- Les parties suivantes spécifient les conditions de livraison supplémentaires pour les pièces moulées en acier, en fonte, en alliages d’aluminium, de magnésium et de zinc.
Cette famille ne s’applique pas à la transformation en aval des lingots métalliques ou des billettes d’acier coulées en continu.
- Qu'est-ce que la tolérance dimensionnelle pour les pièces moulées, et comment est-elle déterminée et indiquée ?
La tolérance dimensionnelle est la différence admissible entre les tailles maximales et minimales autorisées sur la dimension nominale d’une pièce moulée.
- Les classes de tolérance vont de CT7 à CT13 (selon GB/T 6414–1999), avec des classes plus serrées pour les pièces moulées de petite taille et de précision, et des classes plus lâches pour les pièces moulées en sable de grande taille.
- Les classes recommandées varient en fonction de l’échelle de production (production de masse vs. petite série).
- Sur les dessins, la tolérance générale est indiquée par « GB CT6 » ou similaire ; des dimensions critiques individuelles peuvent porter des valeurs de tolérance spécifiques.
- Quelle est la tolérance de poids pour les pièces moulées et comment est-elle déterminée ?
La tolérance de poids exprime la variation admissible en pourcentage du poids nominal (théorique).
Les grades vont de WT1 Kg à WT10 Ton, correspondant aux grades de tolérance dimensionnelle.
Les écarts de poids inférieur et supérieur sont normalement égaux ; l’écart inférieur peut être resserré jusqu’à deux grades si nécessaire.
Des tableaux de référence guident la sélection des tolérances pour les pièces moulées produites en série et les pièces uniques. - Qu'est-ce que la surcote d'usinage et comment affecte-t-elle la précision dimensionnelle ?
La surépaisseur d’usinage est du métal supplémentaire laissé sur les surfaces de coulée pour garantir que les dimensions et tolérances finales puissent être atteintes.
Les alliages et les méthodes de coulée ont des grades de surépaisseur recommandés (MCL5–MCL10).
Une surépaisseur appropriée garantit un matériau suffisant pour usiner les caractéristiques critiques et atteindre les tolérances spécifiées.Sur les dessins, la surépaisseur peut être indiquée par un code de grade ou en listant la dimension réelle de la surépaisseur.
- Quel est le taux de retrait de coulée et quels facteurs l'influencent ?
Le taux de retrait est la réduction en pourcentage de la longueur du modèle à la pièce moulée après solidification et refroidissement.
- Il dépend du retrait intrinsèque du métal, de sa plage liquidus-solidus, et des facteurs de conception du moule (géométrie de la pièce moulée, type de sable, système d’alimentation et d’évent).
- Un calibrage précis du modèle et des coulées d’essai permettent de déterminer la marge de retrait correcte pour les pièces moulées de haute précision.
- Dans la conception de fonderie, quels rôles jouent l'angle de dépouille, la marge pour les parois non usinées, le trou minimum moulable et les nervures de procédé ?
Angle de dépouille : Un dépouille sur les faces verticales pour faciliter le retrait du moule sans endommager le moule ou la pièce moulée.
Marge de paroi non usinée : Une marge négative sur les parois du modèle pour les zones non destinées à être usinées, compensant le décalage de la ligne de joint.
Trou minimum moulable : La plus petite dimension de trou ou de fente qui peut être produite telle que moulée sans usinage, en fonction de l’alliage, de la méthode de moulage et de l’épaisseur de paroi.
Nervures de procédé (Nervures de retrait et de tirage) : Nervures temporaires ajoutées pour contrôler les contraintes de solidification (nervures de retrait) ou pour résister à la déformation (nervures de tirage). Les nervures de retrait sont retirées pendant le nettoyage ; les nervures de tirage sont retirées après traitement thermique.